




Stålgalvaniseret spole Galvaniseret Dx51 Kina stålfabrik varmgalvaniseret stålspole / Koldvalset stålpriser / GI-spole







Definition af plettering
(1) Normal pailletteret belægning
I den normale størkningsproces af zinklaget vokser zinkkorn frit og danne en belægning med tydelig glittermorfologi.
(2) minimeret pailletteret belægning
Under størkningen af zinklaget indsnævres zinkkrystalkornene kunstigt for at danne den mindst mulige pailletteret belægning.
(3) Spanglefri belægning spanglefri
Den opnås ved at justere den kemiske sammensætning af pletteringsopløsningen, har ikke en synlig paillettermorfologi og har en ensartet overfladebelægning.
(4) Belægning af zink-jernlegering
Efter at stålbåndet passerer gennem galvaniseringsbadet, varmebehandles det for at danne et legeringslag af zink og jern i hele belægningen. Denne belægning har et mørkegråt udseende uden metallisk glans og er let at pulverisere under den voldsomme formningsproces. Ud over rengøring kan belægningen males direkte uden yderligere behandling.
(5) differentialbelægning
For begge sider af den galvaniserede stålplade kræves belægninger med forskellige zinklagvægte.
(6) Glat hudpasning
Udglatning er en form for koldvalsning af galvaniseret stålplade med en lille mængde deformation til et eller flere af følgende formål.
Forbedrer udseendet af den galvaniserede stålplades overflade eller gør den egnet til dekorativ belægning; minimerer midlertidigt glidelinjen (Lüdes-linjen) eller rynker, der opstår, når det færdige produkt forarbejdes.

Defekt
Omfatter primært: afskalning, ridser, passiveringspletter, zinkpartikler, tykke kanter, luftknivsstriber, luftknivsridser, eksponeret stål, indeslutninger, mekaniske skader, dårlig ydeevne af stålbasen, bølgede kanter, buler, størrelsesuforenelighed, prægning, inkonsistent zinklagtykkelse, rulletryk osv.
Hovedårsagerne til, at zinklaget falder af, er: overfladeoxidation, siliciumforbindelser, for snavset koldvalset emulsion, for højt oxiderende atmosfære og dugpunkt for beskyttende gas i NOF-sektionen, urimeligt luft-brændstofforhold, lav hydrogenstrøm, iltinfiltration i ovnen, lav temperatur ved indtrængen i båndstålet, lavt ovntryk i RWP-sektionen, lavt sugeniveau i ovndøren, lav ovntemperatur i NOF-sektionen, lav fedtfordampning, lavt aluminiumindhold i zinkkrukken, for hurtig enhedshastighed, utilstrækkelig reduktion, og zinkvæsken forbliver for kort, og belægningen er for tyk.
Årsagerne til hvidrust og sorte pletter er som følger: sorte pletter dannes ved yderligere oxidation af hvidrust.
De vigtigste årsager til hvid rust er:
(1) Dårlig passivering, utilstrækkelig eller ujævn passiveringsfilmtykkelse;
(2) Overfladen er ikke olieret, eller der er restfugt på strimlens overflade;
(3) Overfladen af båndstålet indeholder fugt under oprulning;
(4) Passiveringen er ikke fuldstændig tør;
(5) Fugt eller regn under transport eller opbevaring;
(6) Det færdige produkt har været opbevaret for længe;
(7) Den galvaniserede plade er i kontakt med eller opbevares sammen med andre ætsende medier såsom syre og alkali.
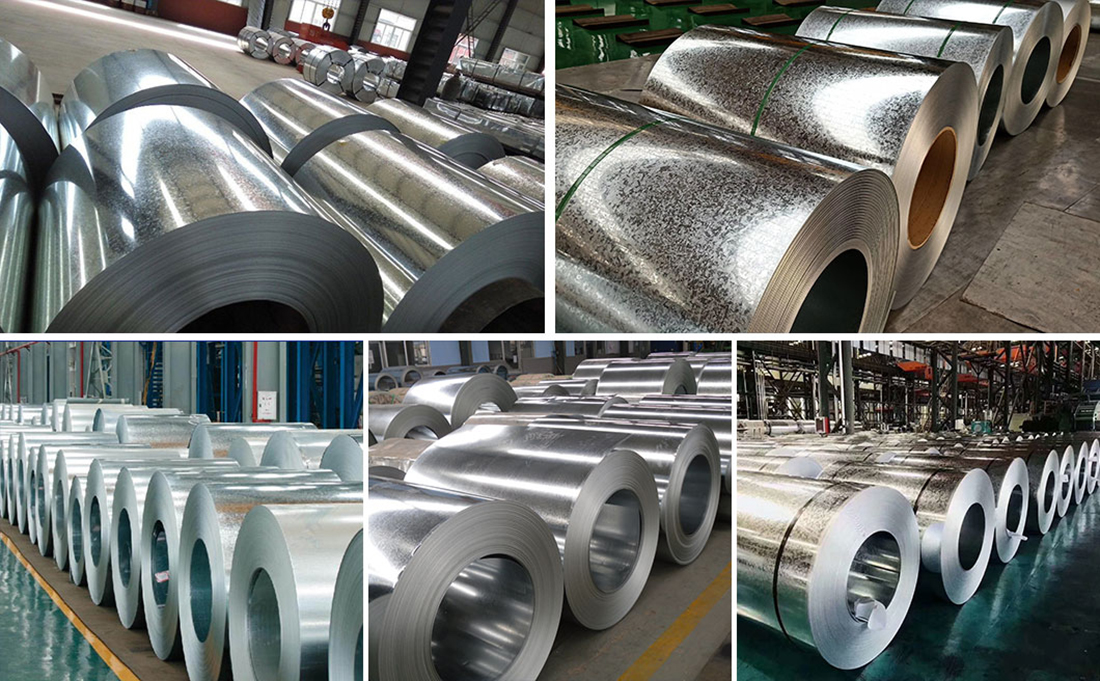
Lageropbevaring
Virksomheden har to højt specialiserede produktionslinjer til brede og tykke stålplader med pålidelig teknologi og har en omfattende kapacitet til at producere mere end 5 millioner tons smeltet stål og mere end 3 millioner tons stålplader årligt. Antallet af medarbejdere når op på mere end 10.000. Den har varmebehandlingsteknologi til stålplader, produktionsteknologi til ekstra tykke stålplader, produktionsteknologi til elektroslaggeomsmeltning af stål osv.

Pakning og forsendelse
Vi kan tilbyde: emballage til træpaller, emballage til trækasser, emballage til stålbånd, plastemballage og andre emballeringsmetoder. Vi er villige til at pakke og sende produkter i henhold til vægt, specifikationer, materialer, økonomiske omkostninger og kundens krav.
Transportmetode: Vi kan tilbyde container- eller bulktransport, vej-, jernbane- eller indre vandvejstransport og andre landtransportmetoder til eksport. Hvis der er særlige krav, kan vi selvfølgelig også bruge lufttransport.

Kundefeedback
Du er velkommen til at efterlade en besked, hvis du har spørgsmål om os og vores produkter.
